
Potwierdzając przycisk „Zezwalaj na wszystkie pliki cookie”, wyrażasz zgodę na korzystanie z plików cookie. Klikając przycisk „Konfiguruj”, możesz wybrać pliki cookie, na które chcesz zezwolić. Możesz zmienić lub odwołać swoją zgodę w dowolnym momencie w ramach naszej polityki prywatności.
Obróbka mechaniczna
Twoje indywidualne życzenia dotyczące obróbki nasi wykwalifikowani pracownicy wykonują za pomocą najnowocześniejszych maszyn i urządzeń sterowanych numerycznie. Zapewnia to szybkie wykonywanie Twoich zleceń przy niezmiennie precyzyjnych rezultatach. Dzięki temu, że obudowy i obróbka odbywają się w jednym miejscu, nie zmagamy się ani z czasowymi, ani z organizacyjnymi problemami koordynacyjnymi. Odchodzi potrzeba dodatkowego transportu, czasy dostaw są skrócone do minimum, a wybrakowany towar nawet nie powstaje.
Oprócz tego nasza oferta usług obejmuje:
- Frezowanie
- Wiercenie
- Pogłębianie
- Gwintowanie
Wszystkie produkty oferowane przez nas w pełnym katalogu mogą zostać poddane obróbce za pomocą tych metod. Jednak chętnie opracujemy wspólnie z Tobą również Twoją obudowę indywidualnie. Odezwij się do nas.


Tu chodzi o doświadczenie
Jeśli chce się osiągać najlepsze wyniki, to wszystkie parametry muszą być perfekcyjne. Znajomość właściwości materiałów jest równie ważna, jak wiedza na temat odpowiednich narzędzi i metod. Jako pracownicy firmy Spelsberg przywiązujemy dużą wagę do wykształcenia i dokształcania naszych pracowników. Większość z nich jest z nami już od lat, a zatem podczas obróbki obudów może czerpać ze swojego bogatego doświadczenia. Wiedzą, o co tu chodzi:
Temperatura topnienia
Temperatura topnienia tworzyw termoplastycznych musi być perfekcyjnie dopasowana. Aby to osiągnąć, decydującą kwestią jest zastosowanie prawidłowych danych skrawania.
Chłodzenie
Chłodzenie sprężonym powietrzem lub emulsją do wiercenia zmniejsza problemy związane z temperaturą.
Zamocowanie
Aby płyty z tworzywa sztucznego utrzymywać bez naprężeń, przed obróbką zostają one unieruchomione za pomocą technologii próżniowej. Jest to ważne, by unikać zwichrzeń i uzyskiwać optymalne krawędzie.
Wybór narzędzia
Podczas naszej produkcji pracujemy z najnowocześniejszymi, dobrze konserwowanymi i przede wszystkim ostrymi narzędziami, które gwarantują precyzyjne rezultaty.
Gratowanie
Podczas frezowania tworzyw sztucznych często powstaje nieładny zadzior. Nasi pracownicy profesjonalnie go usuwają, zanim obudowa trafi do Ciebie.
Zdrowie
Gdzie odbywa się obróbka tworzywa sztucznego metodą skrawania, tam powstają bardzo drobne włókna, które właściwie nie powinny występować w powietrzu, którym oddychamy. Aby chronić naszych pracowników, zastosowaliśmy różne środki bezpieczeństwa. Przede wszystkim wydajny odsysacz usuwa wszystkie cząsteczki od razu w miejscu, w którym powstają. Także noszenie maseczek ochronnych jest obowiązkowe dla wszystkich pracowników zajmujących się obróbką.
Wypaczanie
Podobnie jak blachy stalowe, również płyty z tworzywa sztucznego mogą się wypaczyć po obróbce. Przyczyna tkwi w naprężeniach wewnętrznych, które mogą się tworzyć również podczas wytwarzania wytłaczanych wyrobów z tworzyw sztucznych. Podczas frezowania jednej ze stron możliwe, że naprężenia te uwolnią się – płyta się wybrzuszy.
Da się tego uniknąć poprzez wcześniejsze uplastycznianie, czyli podgrzewanie przez dłuższy czas, co ma na celu uprzednie rozładowanie naprężeń w kontrolowany sposób. Inna możliwość polega na tym, aby już na początku wyliczyć wystarczający naddatek na obróbkę. W takim przypadku można później wygładzić powierzchnię, aby wyrównać wybrzuszenie.
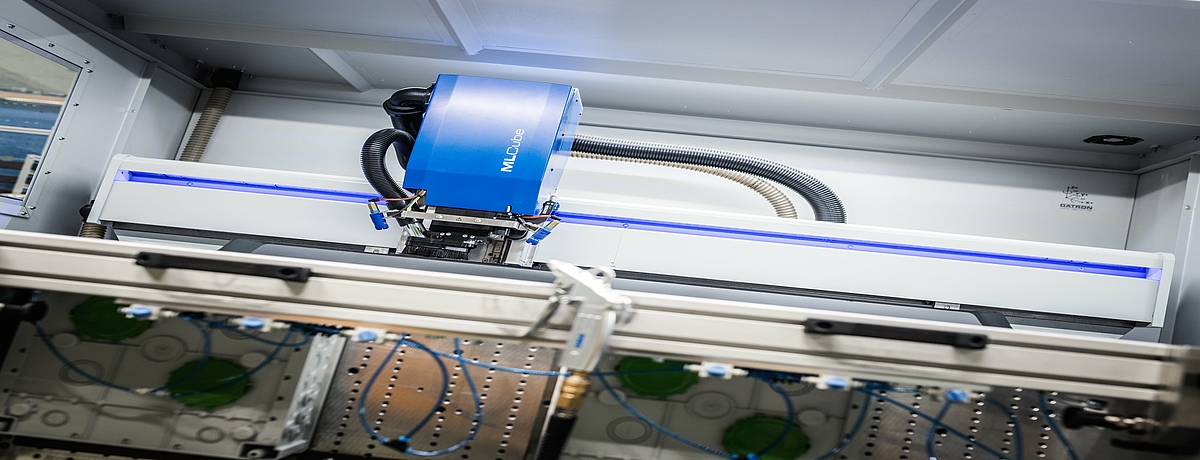
Ostrość frezów do obróbki tworzyw sztucznych
Ostrość frezów jest bardzo ważna, ponieważ tępy frez powoduje stapianie się materiału, a tym niestarannie obrobione krawędzie cięcia. Frezy specjalne, z których korzysta firma Spelsberg, to profesjonalne produkty firmy Datron. Gwarantują one optymalne rezultaty.
Prawidłowa prędkość skrawania
Także prędkość robocza stanowi czynnik przesądzający o uzyskaniu optymalnego rezultatu. W przypadku zbyt małej prędkości skrawania wióry nie są prawidłowo odkrawane, lecz są bardziej odrywane. Z tego powodu powinno się pracować raczej z wyższą prędkością, ale to z kolei pociąga za sobą doprowadzanie ciepła do materiału podstawowego. Jednak da się temu przeciwdziałać poprzez odpowiednie chłodzenie (np. emulsją do wiercenia lub sprężonym powietrzem).